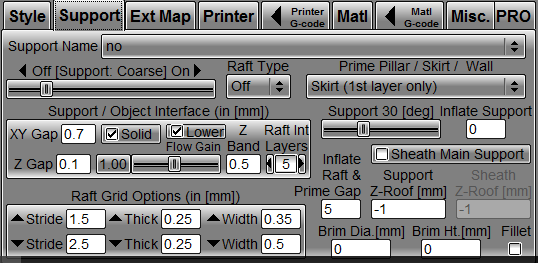
Ecco la seconda schermata delle impostazioni di Kisslicer, una delle più importanti, perchè settando bene queste impostazioni si eviterà poi tanto lavoro per rimuovere i supporti (o il raft). Vi ricordiamo che per le ultime versioni potete visitare la pagine “download” di questo sito, in cui troverete tutte le versioni per tutti i sistemi operativi.
Qui, come nel tab Style, abbiamo la possibilità di preimpostare diversi stili di supporto, per poi poterli cambiare velocemente all’occorrenza. Potremmo quindi creare un tab per la stampa dell’abs, uno per quello del nylon, usare un doppio estrusore e così via.
Ma iniziamo subito con la descrizione dei vari comandi 😉
- Support = la barra con la quale possiamo scegliere la densità del riempimento. Più è alta, e meno “colamenti” avremo da parte dell’oggetto, ma oltre ad un maggior tempo di esecuzione, poi si dovrà faticare molto di più per rimuoverli, soprattutto se non si hanno impostato bene i seguenti parametri. Si può scegliere tra 7 differenti densità.
- Raft Type = qui si decide se si vuole il raft, e in caso affermativo il tipo di trama che deve avere. La nostra scelta ricade sempre su “grid”, che è quella classica.
- Prime Pillar/Skirt/Wall = è possibile selezionare una voce dal menù a tendina per fare diversi compiti, tutti molto utili a seconda dalla stampa che stiamo facendo: Skirt, farà un giro di skirt per “caricare” l’hotend, Single Pillar, creerà un pilastro, nella zona più remota del piatto, dando il tempo al pezzo di raffreddarsi; la cosa bella di questa funziona è che è tutto automatico, consuma poco materiale, ed è ottimizzata per l’ugello che stiamo usando. La funzione “Wall” invece crea un perimetro esterno all’oggetto, alto tanto quanto il pezzo più alto che stiamo stampando, e serve per tenere al caldo l’oggetto, per ripararlo dalle eventuali correnti che possono aumentare il rischio di distacco del pezzo dal piano.
- Support/Object Interface = è il riquadro nel quale si possono inserire le impostazioni di interfaccia tra il raft/supporto e l’oggetto e vero proprio
- X/Y Gap = è la distanza che ha il supporto dall’oggetto. Questo valore se è troppo alto tenderà ad avere un supporto troppo distante e quindi inefficace, mentre se è troppo basso rischia di far incollare il supporto all’oggetto, rendendo difficile poi la rimozione.
- Solid = è un’opzione selezionabile o meno, e crea uno strato pieno al 50% in cima al raft, prima di cominciare a stampare l’oggetto. Essendo di difficile rimozione, è consigliato solo se si usa un materiale di supporto solubile.
- Lower = crea un supporto anche in superficie se sopra all’oggetto ci dovesse essere un’altra parte dell’oggetto (ad esempio ponti).
- Z-Gap = la distanza tra l’oggetto e il raft. Utilizzare un buon valore (che non sia troppo alto o troppo basso) rende facile la rimozione del raft. Se il supporto è solubile può essere lasciato a 0.
- Flow Gain = la quantità di materiale estruso durante il supporto. Se dopo alcune prove è troppo difficile rimuovere il raft dall’oggetto agendo su questo cursore si può diminuire il flusso di materiale estruso, diminuendo così l’adesione. Viceversa se il supporto risulta inefficace si può aumentare il flusso.
- Raft Int Layers = il numero di layer di raft. Un numero troppo basso potrebbe essere inefficace, un numero troppo alto allunga inutilmente i tempi di stampa. Noi usiamo un valore di 3.
- Support XX [deg] = l’angolo oltre il quale viene stampato il supporto. Il valore di default è 30°, noi non lo abbiamo mai cambiato e ci ha dato buoni risultati.
- Inflate Support = fa sporgere il supporto di questo valore, per aumentare la dimensione della base di adesione al piatto, utile se si hanno pezzi piccoli, in cui il supporto potrebbe staccarsi dal piano.
- Raft Grid Options (in [mm]) = è la tabella nella quale si inseriscono le impostazioni per i primi due layer di raft, i più importanti.
- Stride (UP) = la distanza tra le linee del raft nello strato superiore. Se troppo distanti non aderiranno i layer superiori, se troppo stretto la stampa diventa più lenta
- Stride (DOWN) = la distanza delle linee del raft nello strato inferiore. Serve per regolare l’altezza non perfetta del piano.
- Thick (UP) = lo spessore della linea dello strato superiore (è l’altezza del layer per questo particolare strato).
- Thick (DOWN) = lo spessore della linea dello strato inferiore (è l’altezza del layer per questo particolare strato).
- Width (UP) = la larghezza di estrusione per il layer superiore. E’ consigliato impostare quel valore (e quello successivo) uguale alla dimensione dell’ugello.
- Width (DOWN) = la larghezza di estrusione per il layer inferiore. E’ consigliato impostare quel valore (e quello precedente) uguale alla dimensione dell’ugello.
Questi dua layer sono molto importanti perché permettono un’adesione adeguata al piano, correggendo gli eventuali errori di allineamento del piatto riscaldato o meno.
- Inflate Raft & Prime Gap = permette di aumentare la base del raft, oltre all’oggetto, di questo valore, in mm. Questo serve per aumentare la base di stampa in caso di oggetti particolarmente piccoli.
- Support Z-Roof [mm] = oltre questo valore non viene stampato il supporto. Se si inserire un valore negativo (“-1”) viene stampato ovunque. Utile se si devono fare delle prove di adesione del supporto e non si vuole sprecare troppo tempo e materiale.
- Sheath Main Support = crea una protezione intorno al supporto, per migliore la rigidità. Su pezzi complicati è molto difficile da rimuovere.
- Sheath Z-Roof [mm] = oltre questo valore non viene stampata la protezione al supporto.
- Brim Dia. [mm] = si può impostare il valore del brim. Il Brim è un insieme di linee che vengono stampate attaccate all’oggetto, per aumentare la base dell’oggetto, per facilitare l’adesione con materiali “ostici” quali ABS, Nylon, PC.
- Brim Ht. [mm] = solo su kisslicer è possibile stabilire un’altezza per il brim, per migliorare ulteriormente l’adesione. L’altezza è in millimetri.
- Fillet = il brim viene stampato “a piramide”, cioè ad ogni layer viene ridotta la dimensione di un giro. Diminuisce i tempi di stampa notevolmente senza ridurre l’efficacia.
Finita anche la seconda parte 🙂 Per qualsiasi domanda/suggerimento (sempre ben accetti) cosa puoi lasciare un commento o scriverci in privato 🙂
Troverai le altre guide nella sezione blog del sito, o usando il tasto cerca in alto a destra 😀
Buone stampe 😉


Buon giorno ! Kisdlicer 1.5 , utilizzo una stampante a doppio estrusore e sto cercando di stampare oggetti a 0.25 di altezza layer con sottoscquadra non planari ma nelle parti curve sembra che i layer non appoggino bene sui supporti dove ce una sporgenza maggiore sia interna che esterna ! sapete darmi qualche suggerimento per i supporti ?? grazie Alessandro
Ciao
volevo chiederti se hai qualche consiglio per fare bene i ponti con kisslicer….grazie,,,saluti
Buongiorno Mauro, i “ponti” sono indipendenti dallo slicer usato. Dipendono infatti dalla geometria del pezzo e dalle impostazioni del materiale. Alcuni materiali (come il PLA) richiedono molta ventilazione affinchè rimangano in pieni senza supporti, altri invece (come l’ABS) danno risultati leggermente migliori.
I consigli che ti possiamo dare sono:
-se possibile inserisci delle colonne di supporto già nel disegno, e qualora non fosse possibile puoi avvalerti di strumenti come “MeshMixer” che implementa delle colonne di supporto nei file 3D (è gratuito).
-usa i supporti di Kisslicer: funzionano molto bene, la cosa negativa è che non è possibile “manovrarli” a piacimento, e quindi se abilitati li troveremo ovunque, anche all’interno dei fori.
-aumenta la quantità di aria che raffredda il pezzo. Le ventole non dovrebbero MAI essere spente, anche con materiali, come l’ABS, che solitamente non e richiedono. Una ventilazione del 20% costante garantisce migliori risultati di stampa.
Speriamo di esserti stati utili, se hai altre domande contattaci pure 😉
Ciao Lillia ! Kisdlicer 1.5 , utilizzo una stampante a doppio estrusore e sto cercando di stampare oggetti a 0.25 di altezza layer con sottoscquadra non planari ma nelle parti curve sembra che i layer non appoggino bene sui supporti dove ce una sporgenza maggiore sia interna che esterna ! Sai darmi qualche suggerimento per i supporti ?? grazie Alessandro