Spesso (troppo spesso!!!) leggo sui forum di utenti che chiedono come migliorare la qualità di stampa. Giustamente, vengono dette sempre le stesse cose:
– montare una vite trapezoidale sull’asse z
– diminuire l’altezza dei layer, portandola a 0,1 o meno (FALSO)
– cambiare driver con driver che aumentino i microstep
– cambiare le cinghie con altre che abbiano passo minore (e relative pulegge)
Cambiare diametro del filo passando 3mm a 1,75 e usando nozzle molto piccoi (0,3 o meno) è stato appurato che NON aumenta la qualità. Semplicemente permette una migliore gestione del flusso in uscita, ma questo non incide sulla qulità finale di stampa, in quanto avendo una macchina settata a dovere (sia nella parte meccanica che software) si possono ottenere risultati uguali. Un esempio? L’ultimaker 2 utilizza filamenti da 3mm, basta vedere un qualsiasi pezzo stampato con quella stampante per rendersee conto.
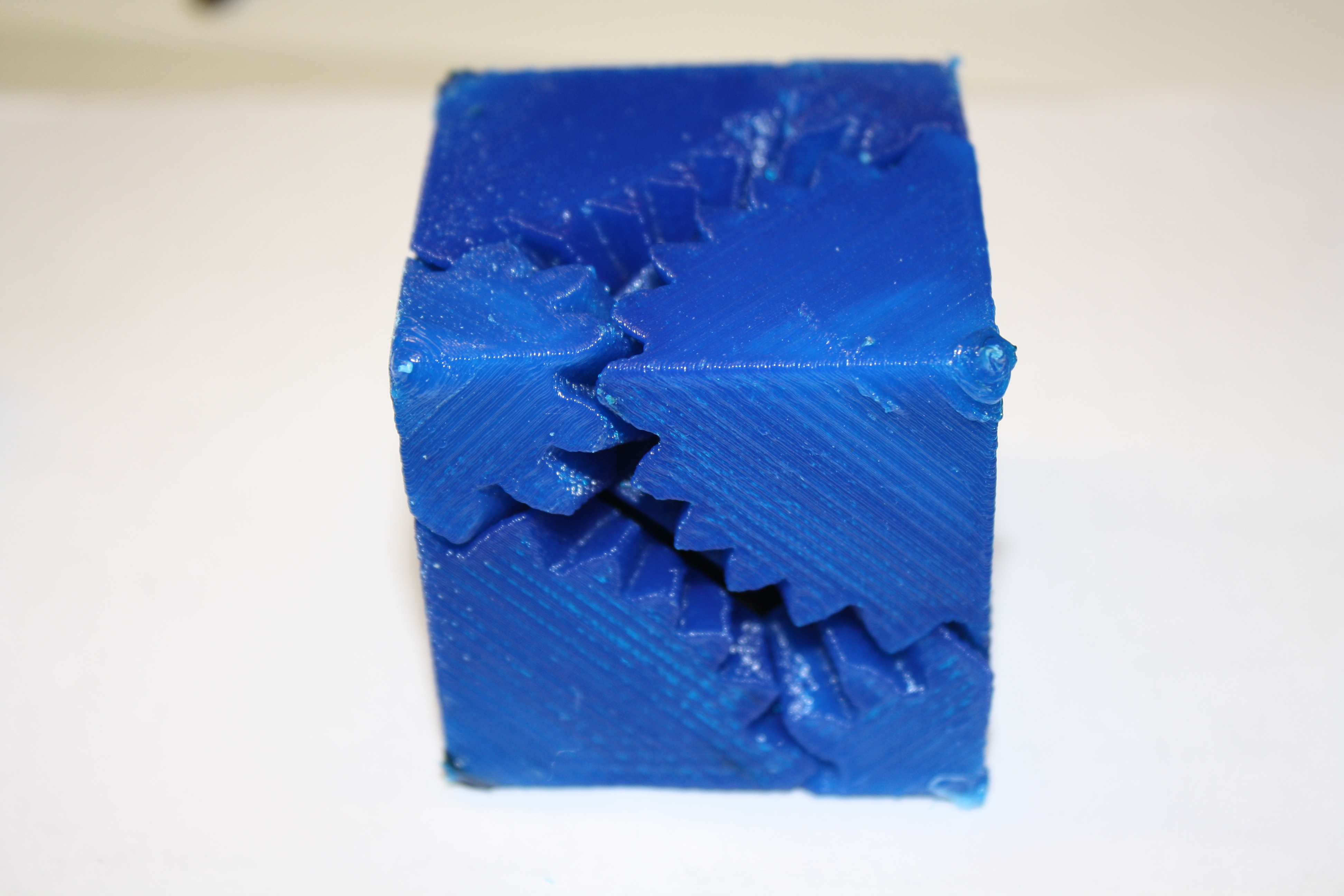
Ma ne vale davvero la pena? Avere layer più bassi comporta un considerevole aumento di tempo per produrre un oggetto, portando anche a diverse ore, se non giorni, la durata di una singola stampa (e non sempre fa aumentare la qualità, leggete più avanti per capire 😉 ). Avere i layer molto bassi significa anche avere una minore resistenza meccanica. Ma siete sicuri che la vostra stampante sia tarata a dovere sotto il punto di vista meccanico? Potete portare i layer a 0,1 ma se avete le cinghie lasche, i cuscinetti che vanno a scatti, non otterrete nulla di buono. Le foto che metto qui sotto sono ottenute con un layer da 0,2 e un nozzle da 0,5.
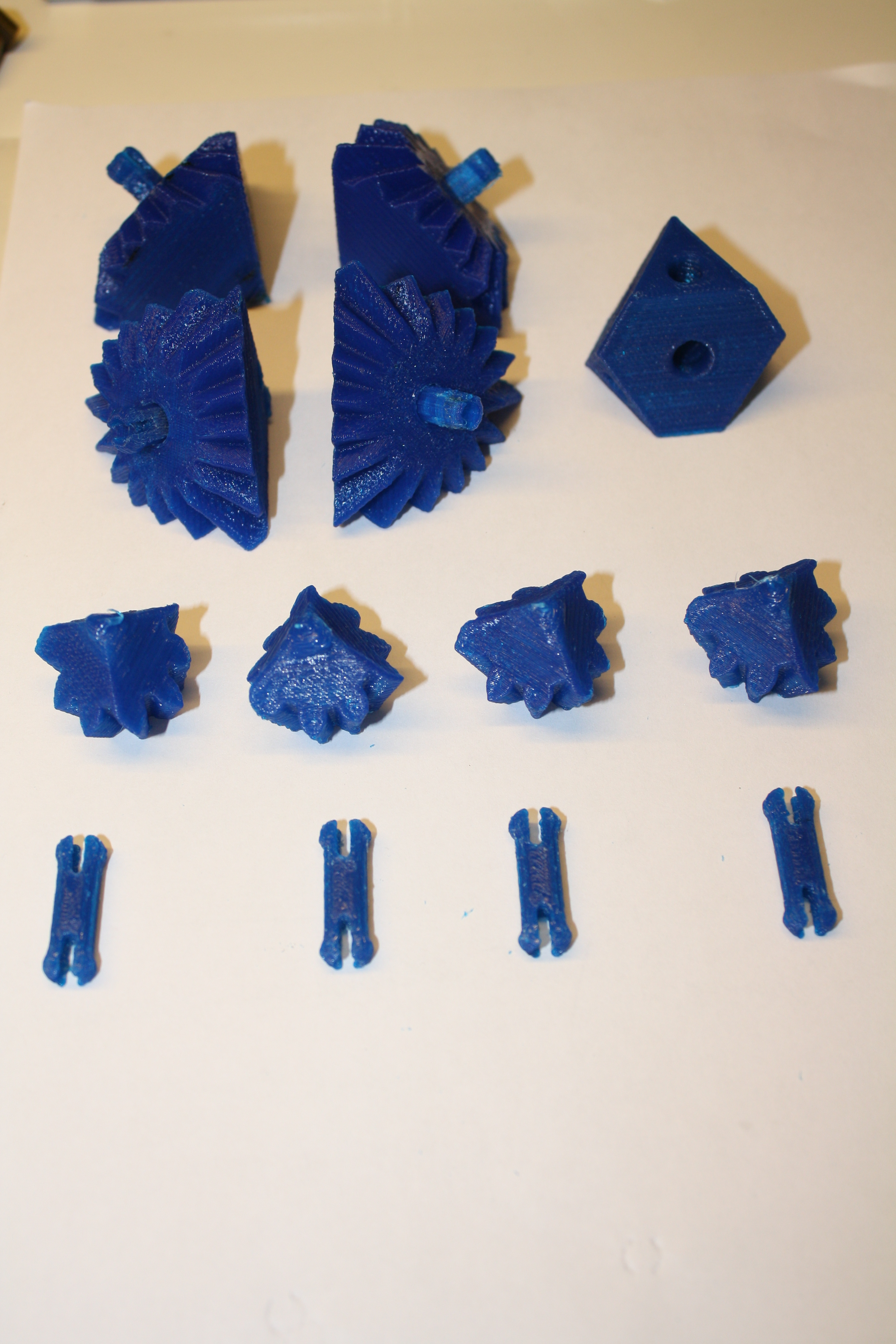
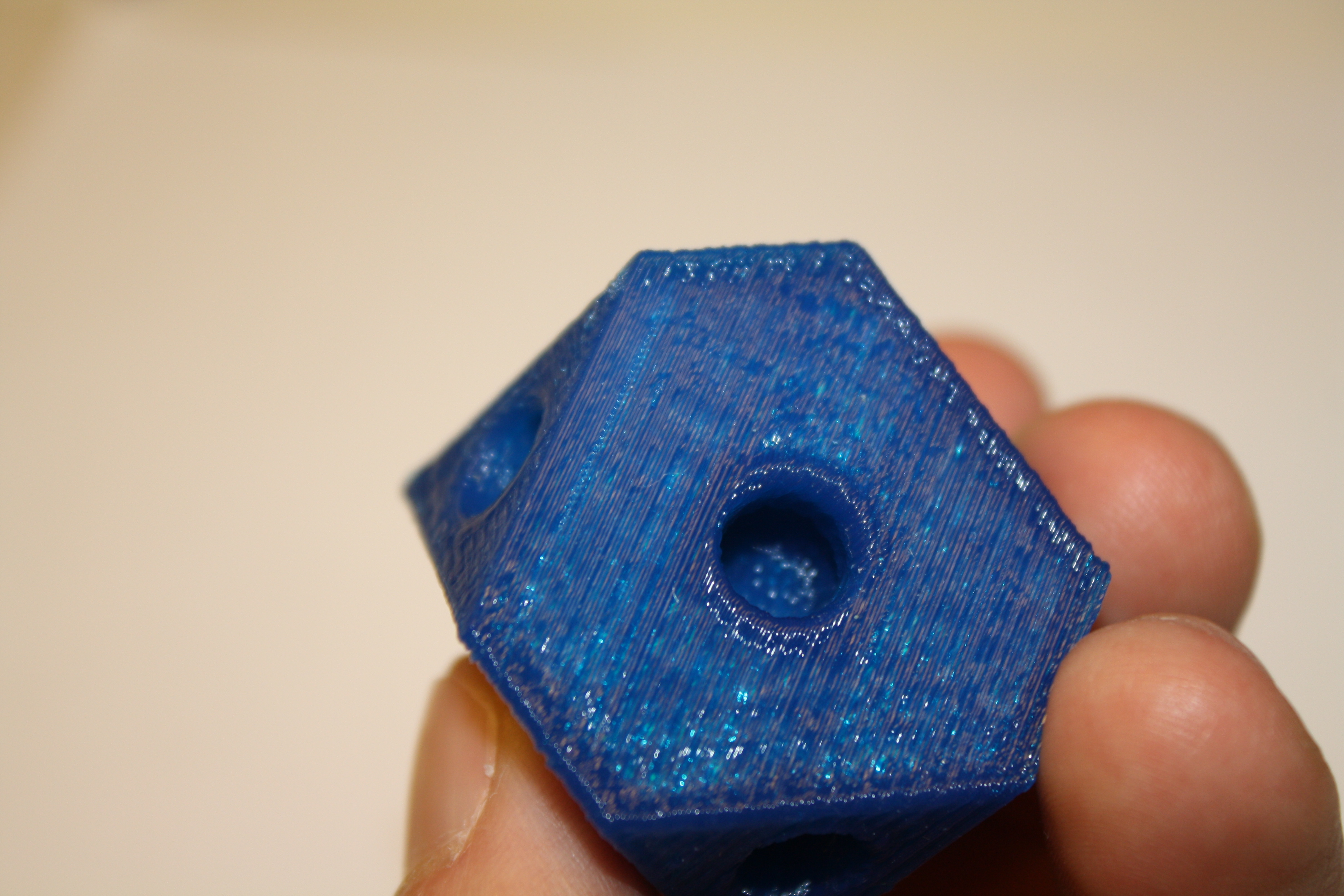
Ovviamente non si tratta di stampe eccellenti, ma il tempo totale per stampare tutti i pezzi del cubo è stato di circa 5 ore. Se avessi adottato la soluzione layer 0,1 + nozzle da 0,3 ci avrei messo quasi il triplo. Vorrei far notare anche che i pezzi non sono statli “lavorati” ma montati così come sono stati staccati dal piatto della stampante (infatti si vedono ancora le sbavature degli spigoli delle piramidi). Notate i fori, sono precisi e tondi, nonostante i layer grossi. La mia domanda, provocatoria, è: ci serve davvero diminuire a dismisura l’altezza dei layer? Non potremmo piuttosto concentrarci sulla qualità della meccanica e sulle impostazioni dello slicer (i quali si stanno sempre più perfezionando, dando la possibilità di correggere numerosi errori).
Altre foto di stampe fatte con un layer da 0,2 e con una velocità di 50 mm/s, quindi decisamente sotto la voce “prototipazione rapida” e non “stampa perfetta”.
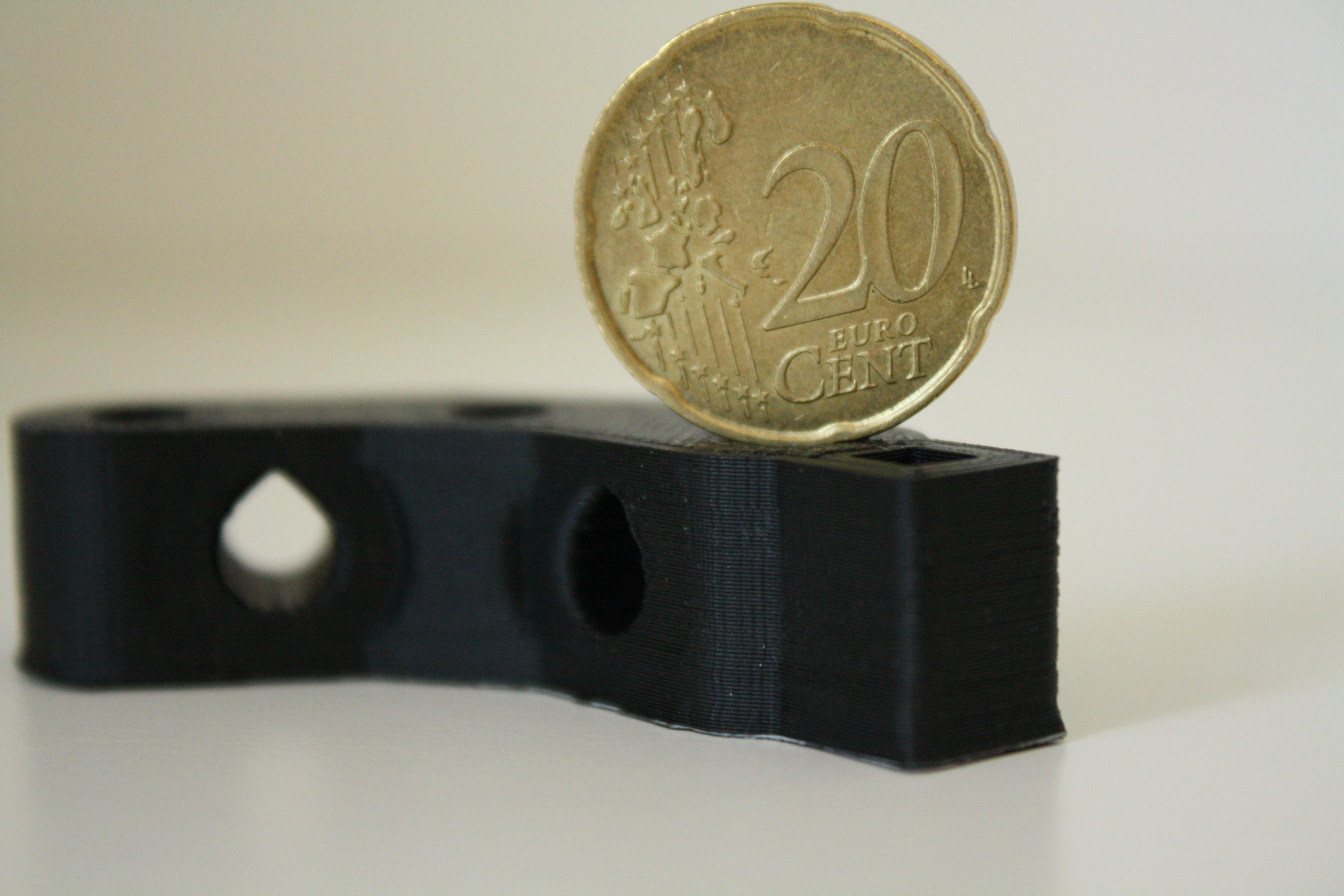
Pezzo stampato in abs, con qualità di 0,2mm
EDIT 22/09/2015
Aggiungo anche che, dopo svariate prove, avere un layer basso è un problema più che una soluzione. Stampare con un layer da 0,1mm aumenta in maniera esponenziale l’effetto wobble, che invece diminuisce usando un layer da 0,2mm. Ho voluto condurre questo “esperimento” chiedendo ad amici e conoscenti di stampare uno stesso pezzo nelle due qualità. In tutti i casi la stampa migliore è stata quella da 0,2mm. Quindi tirando le somme, un layer da 0,1mm è consigliato solamente in tutti quei casi in cui la struttura permetta di scendere sotto la soglia “normale”, ma normalmente questo non accade nelle prusa, in cui la struttura è un po’ troppo ballerina.


{kind=link}