Risoluzione ed accuratezza, in che modo e con che intensità influiscono sulla qualità di stampa? Ma se parlassimo di movimentazione e posizionamento?
Un grosso ciao a tutti,
l’argomento che cercherò di trattare non è semplice, oltre a questioni oggettive ce ne saranno molte soggettive che renderanno quindi complessa la stesura di queste righe. Cercherò di limitare il divagare anche se spesso saranno necessari chiarimenti e precisazioni.
Vorrei ringraziare per lo spunto Pietro Meloni con il suo articolo raggiungibile qui, di cui consiglio la lettura non solo di questo ma anche di altri articoli; chiari , semplici e sintetici.
C’e’ un po’ di ignoranza nel settore stampanti 3D. Senza dilungarmi troppo su questa cosa basti sapere che chi fa, sa benissimo le cose ma spesso le omette ritenendo l’utente troppo stupido per comprendere e avendo al contempo paura di dare metri di misura che poi verrebbero usati per paragonare i loro prodotti ai cinesi che, quelle informazioni, non le danno; altrimenti….
Io sono di un’altra dottrina, credo che formare per informare sia l’unico metodo valido per avere un consumatore consapevole del mercato che si accinge a valutare. Da qui la voglia di fare ancora più chiarezza ed in modo più approfondito sulla questione risoluzione e accuratezza; ma non solo…
Parleremo non solo di un determinato fattore o componente, non faro sintetiche analisi “tanto per esprimere il concetto”, ma in ambito stampanti parleremo della fantastica bufala di risoluzione e accuratezza.
Anzitutto c’è una precisazione enorme da fare, che nessuno fa concentrandosi troppo su aspetti che io ritengo secondari: MOVIMENTAZIONE e POSIZIONAMENTO sono due cose completamente diverse.
Movimentazione Muove il carico in una determinata direzione
Posizionamento identifica la posizione di un carico lungo un determinato asse su un determinato sistema di movimentazione
Spesso usate impropriamente, o invertite, queste due parole nascondono il peggior esempio di disinformazione che sia mai esistito.
Qualsiasi sistema di movimentazione è per sua natura un pessimo posizionatore; si è spesso portati a pensare che le due parole trovino rifugio nel medesimo prodotto ma così non è. Non è infatti possibile utilizzare un unico sistema per ottemperare ad ambedue le funzioni, pena, una pessima accuratezza.
Per meglio capirci i sistemi che attualmente vengono spacciati per posizionamento come
- barre filettate
- madreviti/lead screw
- ball screw
sono nati come sistemi di movimentazione. Ciò significa che il loro scopo non è posizionare qualcosa in un determinato punto ma muoverlo fino a quel punto; nel caso delle stampanti la posizione è data dal motore stepper, che presume bastino N steps per ottenere la posizione desiderata.
Quindi il motore stepper fa da posizionamento affidandosi però alla barra/puleggia in quanto il rapporto steps/mm è relativo al passo che la vite ha o numero di denti della puleggia. Quindi la posizione viene fatta fare al sistema di movimentazione. Questo produce un pessimo risultato in termini di posizione con scarti importanti.
Apro diverse parentesi per argomentare quanto sopra.
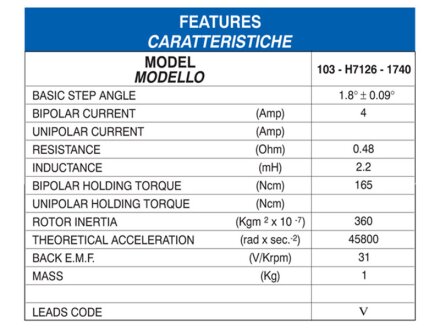
Motore stepper RTA, stesso errore di 0.09°
1)I motori stepper, in condizioni ottimali, impostati in full step, con carico pari a 0g hanno un’accuratezza sul singolo step di +-5%, quindi su 1,8° avrò un errore possibile di +-0.09°, possibile ad ogni step in full step no load. Noi tutti sappiamo che si stampa con carico, usando microstepping e spesso i motori effettuano stop e cambi di direzione proprio in posizione intermedia fra uno step e l’altro. Ora, i microstep non sono altro che campi magnetici regolati in modo da simulare N posizioni intermedie fra un full step e l’altro quindi a loro volta saranno soggetti ad errori in quando un conto e generare un campo magnetico un altro e modularne 2 per ottenere uno stallo fra un campo pieno e l’altro. Ove sia richiesta precisione assoluta si usano motori con encoder e non di certo stepper che di fatto sono abbastanza imprecisi.
2)Tutti i sistemi a vite sono sistemi di movimentazione, l’accuratezza su di essi dovrebbe servire solo in alcuni ambiti ma ad oggi diventa necessaria nelle stampanti in quanto sono di fatto anche il sistema di posizionamento.
3)I sistemi di posizionamento posso essere magnetici, ottici ecc.. le stampanti 2D usano bande magnetiche il che permette un posizionamento con solo 1 micron di scarto, ma è il sistema di posizionamento a dire al motore quando fermarsi e non un calcolo empirico fra passo di una vite e step di un motore.
Per quanto accurato possa essere un sistema di movimentazione, resta sempre un sistema pensato per muovere.
Detto questo, non conta che risoluzione si ottenga da un sistema ad assi come quello di una stampante, l’accuratezza nel muoversi a quella risoluzione sarà sempre limitata dalla scarsa qualità del sistema usato per ottenere, non solo calcolare, il posizionamento voluto. Parlando in numeri, una leadscrew della migliore qualità avrà un’accuratezza di lavorazione del suo passo pari a +-100 micron. Questo non significa che in ogni posizionamento io avrò un errore di 100micron… significa che la lead avrà un’accuratezza variabile lungo la sua corsa con valori fino a +-100micron. Alcune hanno un valore totale su corsa, tipo accuratezza +-80micron/300mm. Ma purtroppo l’errore è variabile e non è possibile generare una curva di errore stimato a parità di corsa utilizzata; cosa invece possibile con le ballscrew da classe C7 in su.

Tabella comparativa ballscrew, in funzione della classe e della distanza di movimentazione
Fino a qui ho parlato genericamente o di asse Z (che è poi il fattore che più influenza il dettaglio di un oggetto stampato), ma lo stesso discorso vale per cinghie e pulegge.
Nel caso di cinghie e pulegge usiamo il sistema di movimentazione (pulegge) per posizionare il mio carico in un dato punto, quindi la puleggia fa la parte della vita sulla Z. Le pulegge hanno accuratezze anche peggiori delle leadscrew, di norma sono con tolleranze di diametro nell’ordine dei 200micron e 100 per quelle costose (ovvio, il mercato offre anche prodotti più accurati, ma 200€ una puleggia non si può) quindi ancora una volta si usa un motore con un suo errore, una puleggia anch’essa con il suo errore ed una cinghia (che avrà una elasticità generando altro errore) per posizionare il mio carico.

Come da disegno, cifre con un decimale hanno tolleranza +-0.2mm
Come si può pensare di avere 5 micron di risoluzione se gli errori sommati del sistema sono nell’ordine del centinaio di micron? Ecco che torniamo all’inizio, chi vende sa di cosa si parla, chi compra no e leggendo numerini si lascia un po’ forviare nell’acquisto.
Qualcuno potrebbe chiedersi: a cosa serva avere tanta accuratezza con una risoluzione di qualche micron? La risposta è a niente…o quasi…. È il momento di parlare di un altro fattore importante, l’estrusione.
Di norma si utilizzano ugelli con diametri variabili da 300 a 500 micron con una particolare predilezione per il 400micron. In questa condizione, spostarsi 10 micron più avanti o indietro non produrrebbe alcuna differenza apprezzabile.
Ecco che abbiamo trovato il motivo per cui i produttori omettono, ma la gente fatica a percepire il problema; se anche sapesse queste cose non avrebbe modo di apprezzare alcun cambiamento se lo scarto è il 2.5% del diametro con cui sto stampando. Ma questo non significa in assoluto che non serva, esistono in commercio ugelli da 150micron e arriveranno quelli da 100 e da 80…. A quel punto stampando oggetti molto piccoli, ed avendo un vincolo di layer dovuto all’ugello (max 70% del diametro ugello) avremmo bisogno di posizionare la z a step di 120-80-60 micron come layer massimo, avendo quindi 80-40-20 come minimo (parliamo di ugelli da 0.15-0.1-0.08) potendo apprezzare differenze di 20-30 micron sulla movimentazione di X e Y.
È solo questione di tempo e gli stepper diventeranno troppo limitati per le risoluzioni da ottenere e come per le stampanti 2D si inizieranno ad usare motori DC con posizionatori magnetici oppure ottici. Tutto ciò senza considerare gli errori/arrotondamenti di calcolo della cpu nell’interpretare il toolpath che a sua volta ha molti calcoli arrotondati e/o approssimati.
Ora qualche considerazione di carattere personale.
Il fatto che, come spiegato sopra, sia per ora inutile avere eccessive risoluzioni/accuratezze in quanto il sistema usato è già di per sé quello sbagliato, non autorizza a prendersi gioco del consumatore che DEVE sapere che gli vendono una macchina per fare una cosa ma che è stata costruita per fare altro; non si può far leva sulla mancata percezione di differenze. C’è moltissima gente in giro che si sta approfittando dell’ignoranza che dilaga fra chi ancora non ha capito che la stampa 3D non è ancora per tutti. Non farti buttare terra negli occhi. Omettere non è certo sinonimo di serietà professionale ed onestà intellettuale.


Faccio solo un commento, non amo entrare troppo nello spazio altrui. Quando parli di errori degli stepper i dati sono corretti. Trascuri però di segnalare che lo step angle accuracy si azzera ad ogni passo, cosa che può far supporre al lettore che l’errore di +-0.09° possa invece essere cumulativo. Il successivo pesante giudizio espresso sui sistemi di movimentazione delle stampanti 3D appare come conseguenza di considerazioni affrettate. Questo è giusto un esempio di cosa accade quando si vuole andare a fondo in una materia, ma non si va veramente abbastanza a fondo. L’articolo si pone come interessante, ma traspare piuttosto un desiderio di esprimere le proprie competenze, anche con qualche commento poco adeguato, che non una vera e profonda cura dei contenuti. Il solo titolo contiene già due errori grammaticali.
Cercherò di trovare la criticità del tuo commento, un’accuratezza sul singolo step di +-5% è un affermazione, che di per se, vincola il resto al singolo step; visto che la risoluzione di cui si parla è la minima e, variando fra settaggio e settaggio, riguarda qualche manciata di microstepping e nemmeno uno step intero.
Non vedo nessuna possibilità di fraintendimento, sempre che non lo si voglia trovare ad ogni costo. Abbiamo già appurato su facebook che non di competenze io non ne ho, condivido solo esperienze. I commenti finali sono un diritto di chi scrive, sono pareri personali e non si possono accomunare all’articolo.
Ora che abbiamo parlato di tutt’altro possiamo commentare i contenuti dell’articolo? Non credo tu possa essere interessato alla sola forma e nella sola necessità di esprimere il tuo pensiero.